

CASE 5 / キリンビール株式会社 北海道千歳工場 様
「省エネルギーと作業環境の改善」
ボイラ設備の改修により省エネ対策だけでなく作業環境の改善も実現
キリンビール株式会社 北海道千歳工場 様
キリンビールの代表的な銘柄である「一番搾り」「ラガー」などを製造する北海道地区の製造拠点です。広大な工場の周囲は緑が広がり、定期的にイベントも開催されています。また、製造現場を間近に見られる工場見学も開催(要予約)。家族連れはもちろん「大人の社会見学」として道民にも人気のスポットです。

導入のきっかけ
麦、米を仕込む重要工程の熱源
省エネ+αの効果も期待していました
ビールの原料となる麦や米を煮沸させる熱源である、蒸気ボイラの省エネ対策を毎年行ってきました。その一つとして「F-nex」を日本サーモエナーから提案いただきました。このシステムはボイラ室内の熱気を回収して熱エネルギーとして利用できると聞き、すぐに社内でコンセンサスを得て導入を決定しました。結果的には想定以上の省エネ効果と、ボイラ室内の作業環境の改善を実感しています。さらに日本サーモエナーの対応の速さを改めて心強く感じ、また実際に現場を見るからこそ、後の提案もスピーディーかつ的確だと感心しています。

製造ご担当者 様
エンジニアリング環境安全ご担当者 様
日本サーモエナーの提案
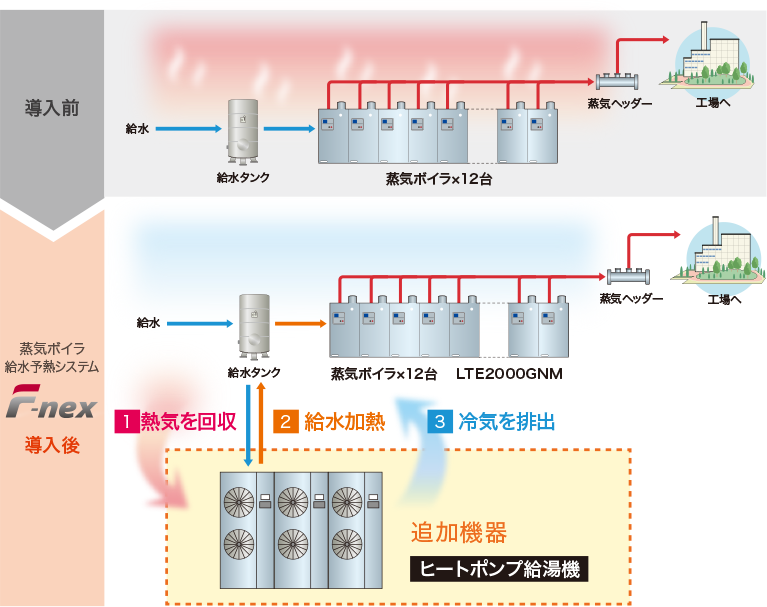
蒸気ボイラ給水予熱システム
高効率なヒートポンプにより給水を加温することで「省エネ」と「さらなる効果」にもつながりました
ボイラ室はサウナ並に熱気が充満していました。その熱気をヒートポンプで回収してボイラの給水温度を上げる「F-nex」をご提案しました。結果、高効率ヒートポンプによる省エネ効果と、熱を有効に回収することでボイラ室内の温度が下がり作業環境の改善にもつながりました。
-

ヒートポンプ給湯機 -

蒸気ボイラLTE2000GNM
導入後の効果
熱気を有効に回収することで
システム効率が向上し
同時に、ボイラ室内の温度を下げ作業環境の改善も実現。


